
Introduction

Installing a 3-in-1 NC Servo Feeder is only the first step. To achieve the high-speed, high-precision stamping that the Huagong HGS Series is famous for, proper commissioning (debugging) is critical.
A poorly calibrated machine results in material slippage, feeding errors, and high scrap rates. In this guide, Huagong Machinery’s engineering team walks you through the standard operating procedure (SOP) to debug your decoiler straightener feeder for zero-error production.
Phase 1: Pre-Power Inspection
Before touching the HMI screen, ensure the mechanical foundations are solid.
- Air Pressure Check: Ensure the external air source pressure is stable (typically 0.4–0.6 MPa). The pneumatic arms and pilot release systems rely on consistent pressure.
- Electrical Verification: Check that the 3-phase power supply matches the machine rating (380V/415V/220V) and that the servo motor cables are tightly secured to avoid signal interference.
- Die Line Alignment: Manually measure the height of the stamping die. Use the electric lifting device on the Huagong feeder to align the material exit height exactly with the die’s entry line.
Phase 2: Material Loading & Threading
Correct loading prevents material jamming during the initial run.
- Coil Centering: Load the coil onto the hydraulic expansion mandrel. Use the A-frame limiters to ensure the coil is perfectly centered. If the coil is off-center, the strip will drift, causing “camber” issues.
- Pressing Arm Engagement: Lower the pneumatic pressing arm to hold the outer diameter of the coil. This prevents the coil from springing open (clock-springing) when the straps are cut.
- Threading the Strip:
- Use the support arm and folding arm to guide the material tip into the straightening inlet.
- Huagong Pro Tip: For thick plates (>4mm), jog the machine in “Manual Mode” slowly to avoid damaging the entry rollers.
Phase 3: Precision Straightening Adjustment (The Most Critical Step)
This is where most operators make mistakes. The goal is to remove coil set curvature.
To achieve a flat strip, you must adjust the straightening rollers (leveling rollers) correctly:
- The “Entrance-Tight, Exit-Loose” Rule:
- Entrance: Lower the inlet rollers deeper to break the material memory.
- Exit: The outlet rollers should apply lighter pressure to fine-tune flatness.
- The 4-Point Test:
- Run a 1-meter test strip.
- If the material curves upward: The exit rollers are pressing too hard. Lift the upper rollers slightly.
- If the material curves downward: The exit rollers are too loose. Lower them slightly.
- Use the Dial Indicators: Huagong HGS machines come with worm-gear adjustment handwheels. Use the reference numbers to ensure the left and right sides are parallel.
Phase 4: Servo Feeding & Signal Synchronization
Connecting the feeder to the press machine.
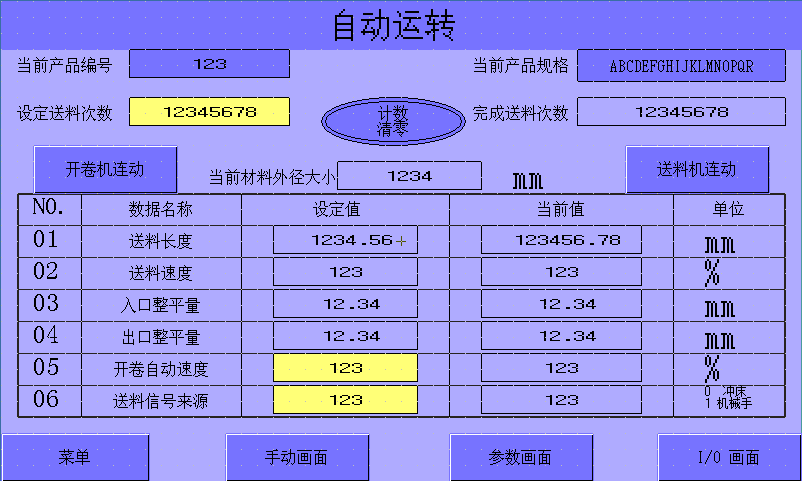
- Setting Feed Length: On the Touch Screen (HMI), input your target feed length (e.g., 200.05mm). Start with a slow speed (50%) to verify accuracy.
- Cam Signal Setup: Connect the cam signal cable from the punch press to the feeder PLC.
- Feed Signal: Should trigger at roughly 270° (after the punch leaves the die).
- Pilot Release Signal: Should trigger just before the die closes (usually 180°) to allow the pilot pins to align the strip.
- Single Stroke Test: Run the press in “Inch” or “Single Stroke” mode. Check if the material advances smoothly and stops exactly before the punch hits.
Huagong Troubleshooting Checklist
If you see these issues, check these settings immediately.
| Problem | Likely Cause | Solution |
| Feeding Length Varies | Roller Slippage | Clean the rollers with kerosene; check air pressure. |
| Material Scratches | Dirty Rollers / Hard Chrome | Clean rollers; check if material has burrs. |
| Servo Motor Alarm | Overload / Jamming | Check if the straightening gap is too tight. |
Conclusion
Proper debugging of your 3-in-1 Coil Feed Line ensures longevity and precision. At Huagong Machinery, every HGS machine is pre-tested before shipping, but knowing how to fine-tune it on-site gives you total control over your production quality.
Need specific settings for High-Strength Steel? Contact Huagong’s technical team today for a custom parameter chart.
View our HGS 3-in-1 Feeder Models
")